
Miejsce pochodzenia:
CHINY
Nazwa handlowa:
Rps-sonic
Orzecznictwo:
CE
Numer modelu:
Rps-H330
Skontaktuj się z nami
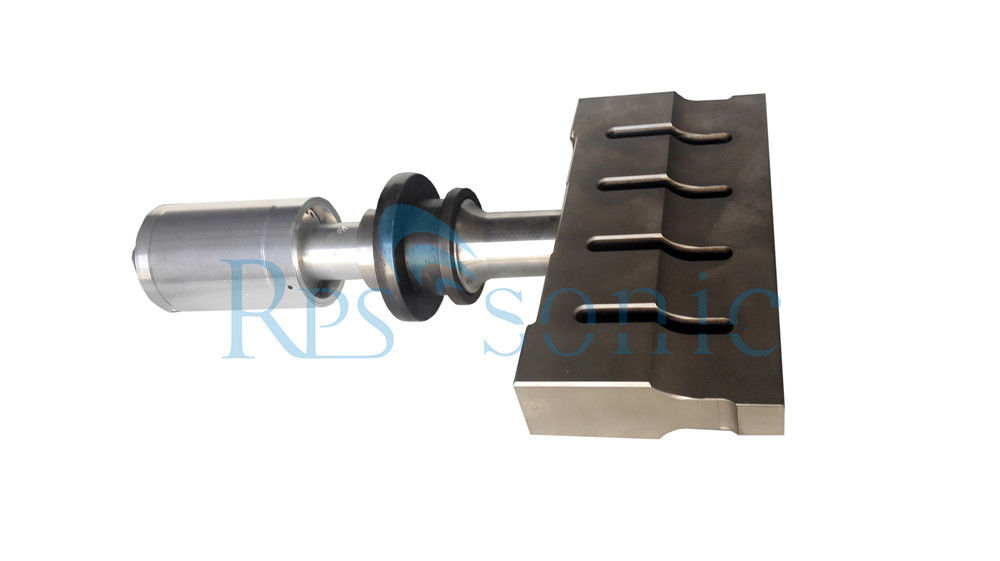


Dlaczego wybrać tytan do rogu ultradźwiękowego?
Opis stopu tytanu TC4
Intensywność
Po obróbce materiałem TC4 wzmacniającym roztwór stały, wytrzymałość niewiele wzrasta, a mianowicie 1100MPa, a wytrzymałość na ogół wynosi 900MPa w stanie wyżarzonym.
Współczynnik rozszerzalności cieplnej
Stop tytanu TC4 ma szereg zalet, takich jak doskonała odporność na korozję, niska gęstość, wysoka wytrzymałość właściwa, dobra udarność i spawalność.
Właściwości mechaniczne
Wytrzymałość na rozciąganie σb / MPa≥895, zalecane resztkowe naprężenie wydłużające σr0,2 / MPa ≥825, wydłużenie δ5 (%) ≥10, skurcz przekroju ψ (%) ≥25
skład chemiczny
TC4 zawiera bilans tytanu (Ti), żelaza (Fe) ≤ 0,30, węgla (C) ≤ 0,10, azotu (N) ≤ 500,05, wodoru (H) ≤ 0,015, tlenu (0) ≤ 0,20 i aluminium (AI) 5,5 ~ 6,8, wanad
(V) 3,5 ~ 4,5
gęstość
4,5 (g / cm3) Temperatura pracy -100 ~ 550 (° C)
Przewodność cieplna
Przewodność cieplna wynosi 1/5 żelaza i 1/10 aluminium. Przewodność cieplna TC4 wynosi 1 = 7,955 W / mK.
Stop tytanu TC4 jest niezwykle ważnym lekkim materiałem konstrukcyjnym, który ma bardzo ważną wartość użytkową i szerokie perspektywy zastosowania w dziedzinie ropy naftowej, lotnictwa, lotnictwa, inżynierii pojazdów, inżynierii biomedycznej i innych dziedzin.
Parametr:
Sprawdź nasz wymiar klaksonu w następujący sposób:
Prostokątny róg 15k | Stal | Stop aluminium | Stopu tytanu | |||
Długość (mm) | szerokość (mm) | długość (mm) | szerokość (mm) | długość (mm) | szerokość (mm) | |
90 | 12–30 | 70 | 12–30 | 70 | 20–30 | |
120 | 12–30 | 80 | 12–30 | 90 | 20–30 | |
155 | 12–30 | 90 | 12–30 | 155 | 20–30 | |
210 | 20–30 | 120 | 15–30 | 180 | 20–30 | |
270 | 20–30 | 160 | 15–30 | 210 | 20–30 | |
320 | 20–30 | 210 | 15–30 | 270 | 20–30 | |
270 | 15–30 | |||||
320 | 15–30 | |||||
350 | 15–30 | |||||
15-krotny róg koła | Stal | Stop aluminium | Stopu tytanu | |||
średnica | średnica | średnica | ||||
30 | 30 | 30 | ||||
50 | 50 | 50 | ||||
65 | 65 | 65 | ||||
75 | 75 | |||||
85 | 85 | |||||
90 | 90 | |||||
Róg prostokątny 20k | Stal | Stop aluminium | Stopu tytanu | |||
Długość (mm) | szerokość (mm) | długość (mm) | szerokość (mm) | długość (mm) | szerokość (mm) | |
50 | 15–25 | 50 | 10–25 | 90 | 10–25 | |
60 | 15–25 | 55 | 10–25 | 95 | 10–25 | |
65 | 15–25 | 60 | 10–25 | 100 | 10–25 | |
70 | 15–25 | 70 | 10–25 | 115 | 10–25 | |
90 | 15–25 | 90 | 10–25 | 120 | 10–25 | |
95 | 15–25 | 95 | 10–25 | 140 | 10–25 | |
115 | 15–25 | 115 | 15–25 | 160 | 10–25 | |
155 | 15–25 | 175 | 15–25 | 175 | 10–25 | |
175 | 15–25 | 200 | 15–25 | 200 | 10–25 | |
200 | 15–25 | 210 | 15–25 | 210 | 10–25 | |
210 | 15–25 | 270 | 15–25 | 270 | 10–25 | |
270 | 15–25 | 300 | 15–25 | 300 | 10–25 | |
20k róg koła | stal | Stop aluminium | Stopu tytanu | |||
średnica | średnica | średnica | ||||
30 | 20 | 20 | ||||
35 | 35 | 35 | ||||
40 | 40 | 40 | ||||
45 | 45 | 45 | ||||
50 | 50 | 50 | ||||
54 | 54 | 54 | ||||
65 | 65 | 65 | ||||
75 | ||||||
Kluczowe czynniki produkcji ultradźwiękowego rogu spawalniczego ultradźwiękowego rogu spawalniczego: Tryb wibracji ultradźwiękowego rogu spawalniczego musi być trybem rezonansowym o równomiernym rozkładzie amplitudy i rozproszonym wewnętrznym naprzemiennym naprzemiennym. Im mniejsza wartość, tym lepiej. Stan wibracji wpływa na żywotność i zdolność spawania ultradźwiękowego rogu spawalniczego i spowoduje poważne uszkodzenie układu ultradźwiękowego. Dlatego bardzo ważne jest ustalenie, czy stan wibracji ultradźwiękowego rogu spawalniczego jest normalny. W przeszłości planowanie i wytwarzanie ultradźwiękowych rogów spawalniczych opierało się głównie na doświadczeniu i oceniano jakość stanu drgań. Oprócz analizy wartości amperomierza i woltomierza w programie HORN CHECK stan drgań formy ultradźwiękowej mierzono głównie ręcznie. Zgromadzone doświadczenie przez odpowiedni okres czasu jest niezbędne do prawidłowej identyfikacji, dlatego test stanu wibracji powinien być oparty na danych instrumentalnych i uzupełniony testami wyczuwania ręki. Ultradźwiękowy róg spawalniczy
Test wibracyjny i metoda dyskryminacji HORN CHECK test maszyny, aby sprawdzić, czy wartość prądu (F) <A> i wartość napięcia <V> mieszczą się w podanej wartości, gdy wibruje forma ultradźwiękowa; gdy częstotliwość nie mieści się w podanym zakresie Charakterystyka elektryczna fal ultradźwiękowych może być inna. Oznacza to, że gdy forma ultradźwiękowa nie znajduje się w standardowej częstotliwości, jej rezonans nie oznacza, że nadal może utrzymać rezonans w standardowym zakresie częstotliwości. Sprawdź, czy prąd i napięcie w formie ultradźwiękowej są nieprawidłowe PULSE. PULSE wskazuje, że ultradźwiękowy róg spawalniczy jest trudny do wibracji, co oznacza, że ultradźwiękowy róg spawalniczy ma słaby stan wibracji. Analizator impedancji wykrywa, czy kształt fali częstotliwości rezonansowej formy ultradźwiękowej jest normalny przez skanowanie częstotliwości, czy występuje częstotliwość złożona, a ultradźwiękowy róg spawalniczy ma częstotliwość zbliżoną do częstotliwości rezonansowej.
Dlaczego RPS-SONIC HORN:
1. Każdy róg zostanie zaprojektowany przez system FEA, tak aby z równomierną siłą potwierdzać powierzchnię czołową rogu ultradźwiękowego
2. Wszystkie rogi ultradźwiękowe z trzymiesięczną gwarancją.
3. Specjalizuje się w ultradźwiękach dużej mocy od ponad dziesięciu lat
4. Każdy róg ultradźwiękowy z 24-godzinnym testem przed wysyłką.
5. Dobre opakowanie, bez problemu z pakowaniem w ciągu 10 lat działalności eksportowej.
6. Każdy klient otrzyma dokumentację zakupu, a po akumulacji są pewne nagrody
Serwis i wysyłka

Wyślij zapytanie bezpośrednio do nas


